24小時(shí)咨詢熱線:13919184118

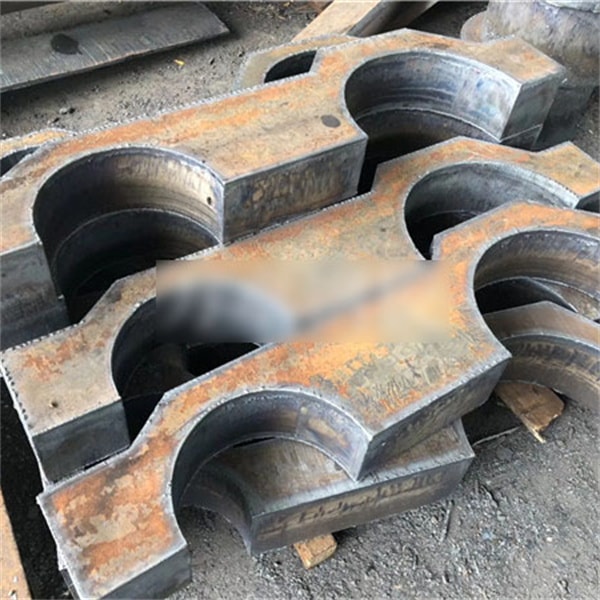
1.范疇:本尺度合用于原資料切開(kāi)下料的加工過(guò)程。合用于以火焰切開(kāi)及等離子切開(kāi)作為切開(kāi)方法的切開(kāi)下料過(guò)程。
2.切開(kāi)操縱工藝:
2.1在停止被動(dòng)切開(kāi)時(shí),吊鋼板至氣割平臺(tái)上,應(yīng)調(diào)解鋼板單邊中間頭與導(dǎo)軌的隔斷差在5妹妹范疇內(nèi)。在停止半被動(dòng)切開(kāi)時(shí),應(yīng)將導(dǎo)軌放在被切開(kāi)鋼板的立體上,而后將切開(kāi)機(jī)輕放在導(dǎo)軌上。使有割炬的一正面向利用者,根據(jù)鋼板的厚度選擇使用割嘴,調(diào)解切開(kāi)直度以及切開(kāi)馬上。鋼板切開(kāi)|鋼板切開(kāi)價(jià)錢(qián)
2.2根據(jù)被動(dòng)切開(kāi)及半被動(dòng)切開(kāi)方法的差別,調(diào)解各把割槍的隔斷,確認(rèn)后拖量,并思索割縫抵償;在切開(kāi)過(guò)程當(dāng)中,割槍傾角的巨細(xì)以及偏向次要以鋼板厚度而定。
2.4氣割前往除了鋼材表面的塵垢,油脂,并在上面留出的博客,以利于熔渣的吹出。氣割時(shí),割炬的挪動(dòng)應(yīng)放棄勻速,割件表面隔斷焰心頂以2~5妹妹為好,隔斷太近會(huì)使暗語(yǔ)邊際融化,太遠(yuǎn)熱量不足,易使切開(kāi)停止。鋼板切開(kāi)|鋼板切開(kāi)價(jià)錢(qián)
2.5在停止厚板切開(kāi)時(shí),預(yù)火爆焰要大,氣割氣流長(zhǎng)度超越工件厚度的1/3。割嘴與工件表面約成10°~20°傾角,使整機(jī)邊沿勻稱(chēng)受熱。
2.6為了防止氣割走樣,操縱過(guò)程當(dāng)中應(yīng)留意以下幾個(gè)方面:
2.6.1在鋼板上切開(kāi)差別尺寸的工件時(shí),應(yīng)先切開(kāi)小件,后割大件;
2.6.2窄長(zhǎng)條形板的切開(kāi),長(zhǎng)度中間留出50妹妹不割,待割完長(zhǎng)邊后在堵截,或許采取多割炬的對(duì)稱(chēng)切開(kāi)的舉措。
2.6.3直條切開(kāi)時(shí)應(yīng)留意各個(gè)切開(kāi)割嘴的火焰強(qiáng)弱應(yīng)獨(dú)特,不然易發(fā)生旁彎。鋼板切開(kāi)|鋼板切開(kāi)價(jià)錢(qián)
3.熱切開(kāi)品質(zhì)操控
3.1切開(kāi)過(guò)程當(dāng)中,應(yīng)及時(shí)留意查詢拜訪干擾切開(kāi)品質(zhì)的身分,保證切開(kāi)的繼續(xù)性。
3.2工藝參數(shù)對(duì)氣割的品質(zhì)干擾很大,罕見(jiàn)的氣堵截面瑕玷與工藝參數(shù)的干系以下所述:
切開(kāi)面毛糙a、切開(kāi)氧壓力太高;b、割嘴選擇使用不妥;c、切開(kāi)馬上太快;d、預(yù)火爆焰能量過(guò)大
切開(kāi)面缺口a、切開(kāi)過(guò)程停止,重新起割跟尾不好;b、鋼板表面有厚的氧化皮、鐵銹等;c、切開(kāi)機(jī)行走不屈穩(wěn)
切開(kāi)面內(nèi)凹a、切開(kāi)氧壓力太高;b、切開(kāi)馬上過(guò)快鋼板切開(kāi)|鋼板切開(kāi)價(jià)錢(qián)
切開(kāi)面傾斜a、割炬與板面不筆挺;b、風(fēng)線傾斜;c、切開(kāi)氧壓力低或嘴號(hào)偏小
切開(kāi)面上緣消融a、預(yù)火爆焰太強(qiáng);b、切開(kāi)馬上太慢;c、割嘴離板件太近
切開(kāi)面下緣粘渣a、切開(kāi)馬上太快或太慢;b、割嘴號(hào)過(guò)小;c、切開(kāi)氧壓力過(guò)低
版權(quán)所有 ? 蘭州中魯商貿(mào)有限公司 備案號(hào):隴ICP備20003196號(hào)-1  甘公網(wǎng)安備 62010302000975號(hào)
網(wǎng)站管理
甘公網(wǎng)安備 62010302000975號(hào)
網(wǎng)站管理
 掃一掃咨詢微信客服
掃一掃咨詢微信客服服務(wù)熱線